Flange Facing Tools & Flange Resurfacing
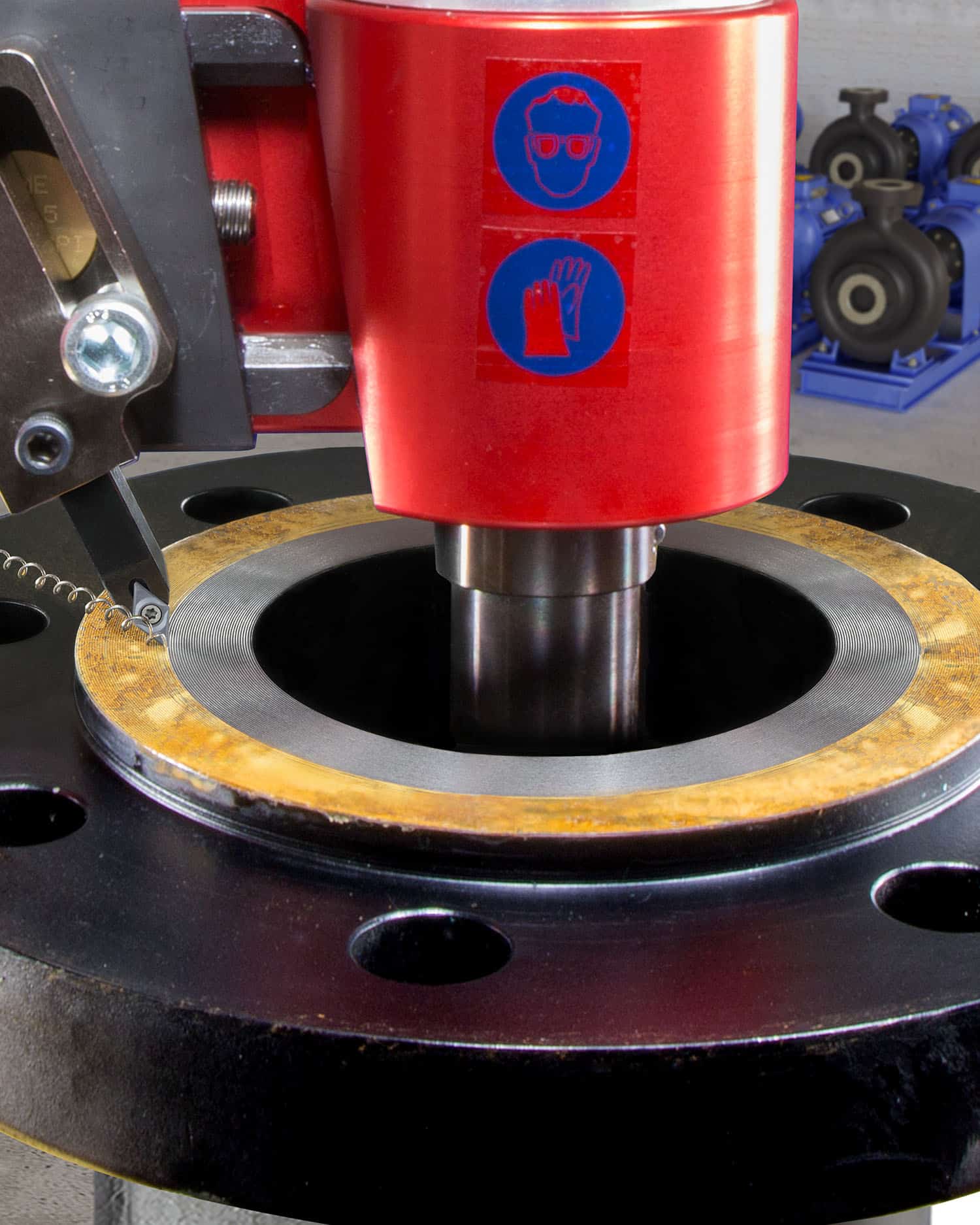
Restore damaged flange gasket seats in the field — no cutting, no welding, no flange replacement. The Flange Hog® 110 machines a phonographic finish on flanges from 1.0″ to 14.0″ OD in a single setup.

What Is a Flange Facer?
A flange facer (also called a flange facing tool or flange facing machine) is a portable machining tool that restores damaged flange gasket sealing surfaces to their original flatness and surface finish — on-site, without removing the flange from the piping system.
The tool clamps to the flange bore and a cutting head rotates across the flange face, machining it back to the required serrated phonographic finish specified by ASME B16.5 and ASME PCC-1. This eliminates the traditional repair approach of cutting out the damaged flange, welding in a replacement, performing post-weld heat treatment, NDE inspection, and hydrostatic testing.
The Esco Tool Flange Hog® 110 covers flanges from 1.0″ I.D. to 14.0″ O.D. (25.4mm to 355.6mm) — spanning 1″ NPS through 12″ NPS raised-face flanges across all ASME B16.5 pressure classes from 150 to 2500. It’s manually operated, requires no external power source, and can be set up and run by a single operator.
Without a Flange Facer
- Cut out damaged flange
- Weld in new flange
- Post-weld heat treatment (PWHT)
- NDE / radiography inspection
- Hydrostatic pressure test
- 2–5 days per flange joint
With the Flange Hog®
- Mount tool on existing flange
- Machine gasket surface in place
- Install new gasket
- Bolt up and torque
- Back in service
- Hours, not days
When to Resurface a Flange
Flange gasket seats degrade over time from corrosion, erosion, steam cutting, and mechanical damage. When re-gasketing alone can’t stop the leak, flange resurfacing is the repair.
Persistent Leaks
Flange continues leaking after new gasket installation and proper bolt torque. The gasket seating surface is too damaged or uneven to form a seal — resurfacing restores the contact geometry.
Visible Scoring & Pitting
Corrosion pits, radial scoring from steam cutting, and erosion channels on the gasket face. If damage depth is within 0.060″ to 0.125″, flange facing can machine the surface flat without replacing the flange.
Mechanical Damage
Gouges from improper gasket removal (screwdrivers, chisels), dents from dropped bolt heads, or warping from overtorquing. The Flange Hog machines past the damage to restore a flat, true surface.
Chemical Attack
Acid, caustic, and solvent exposure erodes the gasket seating surface over time. Common in chemical processing, refinery acid service, and pulp & paper plants.
Failed Hydrotest
Flange joint fails hydrostatic or pneumatic pressure testing during commissioning or re-commissioning. Resurfacing the gasket seat and re-gasketing often avoids a full flange replacement.
Turnaround & Outage Scope
Planned inspection reveals flange face degradation during a scheduled outage. In-situ facing saves days compared to flange replacement — critical when the turnaround schedule is compressed.
Flange Face Finishes & Gasket Compatibility
The gasket seating surface finish on a flange must match the gasket type being used. Too smooth and the gasket won’t grip. Too rough and the gasket can’t seal. The Flange Hog® 110 produces a controlled serrated (phonographic) finish — concentric grooves at a consistent pitch — that is the standard for raised-face flanges per ASME B16.5.
ASME PCC-1 (Guidelines for Pressure Boundary Bolted Flange Joint Assembly) specifies the surface finish requirements for different gasket types. The table below shows the most common combinations.
| Gasket Type | Finish (Ra) | AARH (µin) | Notes |
|---|---|---|---|
| Compressed fiber / non-metallic | 3.2–6.3 µm | 125–250 | Standard serrated finish |
| Spiral-wound (with inner ring) | 3.2–6.3 µm | 125–250 | Most common in process piping |
| Spiral-wound (without inner ring) | 1.6–3.2 µm | 63–125 | Smoother finish required |
| Kammprofile / grooved metal | 1.6–3.2 µm | 63–125 | High-pressure, high-temp |
| Ring-type joint (RTJ) | 0.8–1.6 µm | 32–63 | Machined groove required |
| PTFE envelope / filled PTFE | 3.2–6.3 µm | 125–250 | Chemical service |
Four Steps to a Restored Flange Face
Where Flange Facing Tools Are Used
Any industry with bolted flange joints encounters gasket seat damage. Portable flange facing eliminates the most expensive repair in piping maintenance.
Refinery & Petrochemical
Process piping flanges in acid service, high-temperature hydrogen, and hydrocracker units. Flange facing during turnarounds avoids the 3–5 day penalty of flange replacement and PWHT.
Power Generation
Main steam, feedwater, and extraction line flanges. High-pressure flanges (Class 600–2500) in P91 and P22 service where welding a new flange triggers mandatory PWHT and extended NDE.
Chemical Processing
Acid-resistant alloy flanges (Hastelloy, Monel, 20Cb-3) where chemical attack erodes the gasket face. Resurfacing preserves the expensive alloy flange — replacement cost can exceed $5,000 per flange.
Pulp & Paper
Digester and bleach plant piping flanges exposed to caustic and chlorine compounds. Persistent corrosion of gasket surfaces makes flange facing a routine maintenance activity.
Offshore & Marine
Platform piping and shipboard flange joints where salt-water corrosion and limited crane access make flange replacement impractical. Portable, manual operation — no external power required.
Water & Wastewater
Large-diameter pump flanges, valve body flanges, and pipeline flanges. Corrosion pitting from raw water service is the most common damage mode — flange facing restores the seat faster than replacement.
Flange Facing FAQ
Leaking Flange? Let’s Fix It — Not Replace It.
Tell us your flange size, pressure class, and damage type. We’ll confirm the Flange Hog can handle it.
Get a Flange Facing Quote →Related Content