
Pipe Weld Preparation Guide: Bevel Angles, Specifications & Standards
Proper weld preparation is the foundation of every successful pipe welding project. Whether you’re working on power plant boiler tubes, process piping, or pipeline construction, understanding bevel geometry and weld prep specifications directly impacts weld quality, project timelines, and long-term system integrity.
This comprehensive guide covers the essential bevel types, industry-standard specifications, and best practices for achieving optimal weld preparation on pipe and tube systems.
What is Pipe Weld Preparation?
Pipe weld preparation (also called weld prep or end prep) is the process of machining the end of a pipe or tube to create the proper geometry for welding. This involves:
- Beveling – Creating an angled edge to accommodate weld filler material
- Facing – Producing a flat, perpendicular surface for alignment
- Boring – Removing material from the inside diameter
- Creating proper root face dimensions – Ensuring adequate base for root pass welding
The goal of weld preparation is to create a uniform “container” for molten weld metal that ensures complete fusion, proper penetration, and a structurally sound joint.
Why Proper Weld Preparation Matters
Industry experts consistently emphasize that bevel geometry is one of the most critical parameters in mechanized pipe welding:
Impact on Weld Quality:
- Ensures full penetration through the pipe wall thickness
- Creates a larger surface area for stronger weld bonds
- Reduces the risk of lack of fusion and incomplete penetration
- Minimizes weld defects like cracking, porosity, and inclusions
- Enables proper fit-up between pipe sections
Economic Benefits:
- Reduces welding time and labor costs
- Minimizes filler material consumption (especially with J-preps)
- Decreases rejection and rework rates
- Improves production efficiency and welds per shift
- Extends pipeline service life through better weld integrity
Safety and Compliance:
- Meets ASME, ANSI, API, AWS, and ISO welding standards
- Ensures pipeline integrity in critical applications
- Reduces catastrophic failure risk in pressure systems
- Supports quality inspection and non-destructive testing
Standard Bevel Types and Specifications
- Root Face
- 1/16″–1/8″
- Welding
- Manual / semi-auto
- Filler Use
- High
Best for: Manual welding, general process piping, standard wall under 1″.
See the tools →- Radius
- 3/32″–3/16″
- Welding
- Orbital / automated
- Filler Use
- Low
Best for: Orbital & automated welding, high-production pipeline, nuclear & power gen.
J-Prep guide →- Transition (H)
- 0.75″ (19mm)
- Welding
- Manual / automated
- Filler Use
- Medium
Best for: Heavy-wall pipe (Sch 160, XXS+), high-pressure systems, main steam lines.
See the tools →- Radius
- 3/32″–3/16″
- Welding
- Orbital / automated
- Filler Use
- Lowest
Best for: Automated welding on heavy-wall pipe, critical & subsea infrastructure.
J-Prep guide →Plain Bevel (V-Bevel)
The V-bevel is the most common weld preparation for manual or automated pipe welding and general fabrication work.

Standard V-Bevel Specifications
| Parameter | Imperial | Metric |
|---|---|---|
| Bevel Angle (A) | 37.5° (ASME) or 30° (API) | — |
| Root Face (R) | 0.062″ to 0.125″ | 1.5mm to 3mm |
| Root Opening (O) | 0.062″ to 0.125″ | 1.5mm to 3mm |
Typical Applications:
- Manual welding processes (SMAW, GTAW, GMAW)
- General process piping
- Standard wall thickness pipe (under 1″)
- Field fabrication and maintenance
Advantages:
- Simple to machine with standard beveling equipment
- Widely accepted across all industries
- A welder can easily access the root pass
- Works with most welding processes
Limitations:
- Requires more filler material than narrow-gap preps
- Not ideal for thick-wall pipe (excessive filler needed)
- Wider heat-affected zone
- More potential for distortion on thin materials
J-Prep (J-Bevel)
The J-prep bevel features a curved radius that transitions from the root face to the bevel angle, resembling the letter “J” in profile. This geometry is optimized for automated and orbital welding systems.
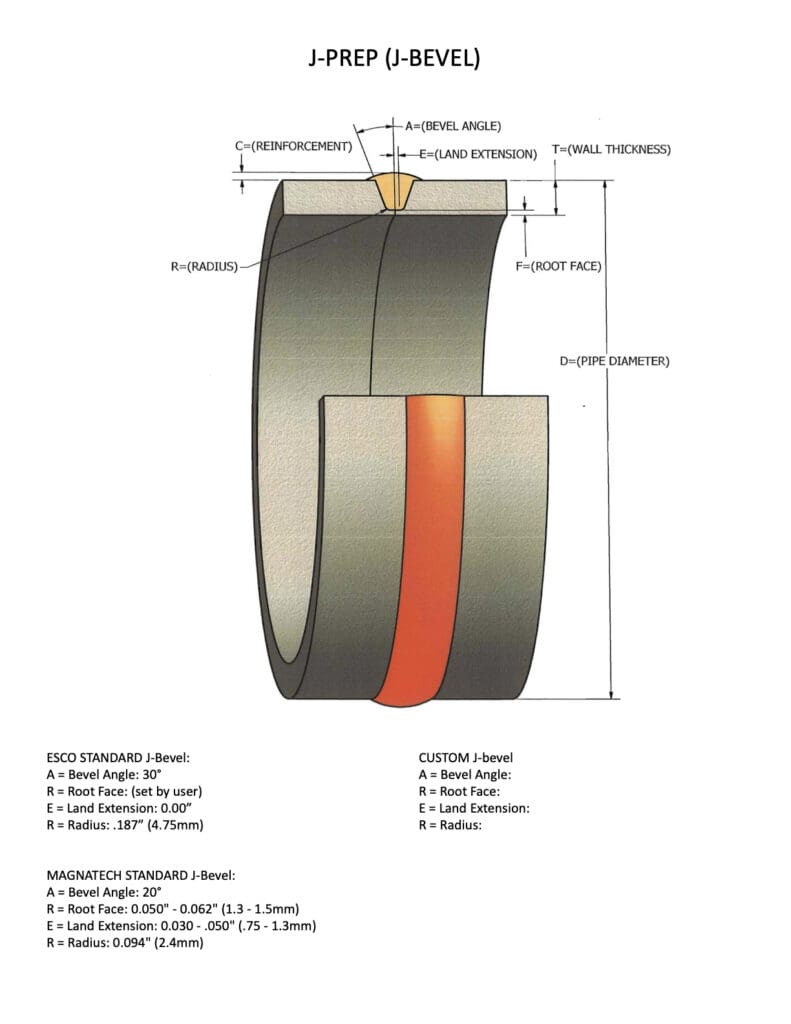
ESCO Standard J-Bevel
| Parameter | Imperial | Metric |
|---|---|---|
| Bevel Angle (A) | 22° | — |
| Root Face (R) | Set by user application | — |
| Land Extension (E) | 0.00″ | — |
| Radius (R) | 3/16″ | 4.75mm |
Magnatech Standard J-Bevel
| Parameter | Imperial | Metric |
|---|---|---|
| Bevel Angle (A) | 20° | — |
| Root Face (R) | 0.050″ to 0.062″ | 1.3mm to 1.6mm |
| Land Extension (E) | 0.030″ to 0.050″ | 0.8mm to 1.3mm |
| Radius (R) | 3/32″ | 2.4mm |
Custom J-Bevel:
Esco Tool can customize any J-Bevel based on specific application requirements, welding equipment specifications, and material thickness.
Typical Applications:
- Orbital and automated welding systems
- High-production pipeline installation
- Nuclear and power generation facilities
- Pharmaceutical and food processing (sanitary pipe)
- Aerospace and critical infrastructure
Advantages:
- Significantly less filler material required (30-50% reduction vs V-bevel)
- Faster welding cycle times
- Full penetration at the root
- Narrow gap welding reduces heat input
- Excellent for automated welding equipment
- Superior weld bead profile and appearance
- Reduced distortion on thin-wall materials
Key J-Prep Characteristics:
- No root gap – pipes are butted together directly
- Root face is brought forward for easier access
- Tungsten electrode can oscillate smoothly up the sidewall
- Arc Gap Control (AGC) performs more consistently
- Suitable for both heavy-wall and light-wall applications
Important Note: An orbital weld is only as good as the prep. Esco Tool machine-quality J-prep beveling is essential for automated welding success.
Compound Bevel (Double Angle Bevel)
Compound bevels feature two different bevel angles on the same pipe end, used for heavy-wall pipe applications where a single angle would require excessive filler material.
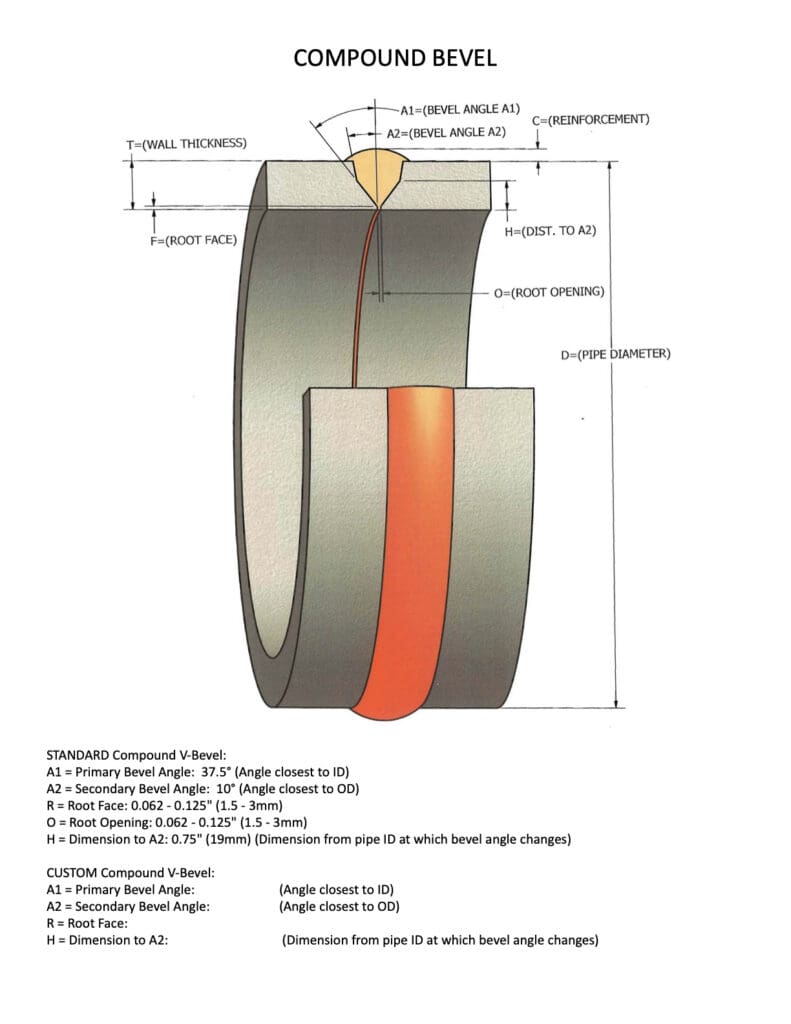
Standard Compound V-Bevel
H = height from pipe I.D. to where the bevel angle changes.
| Parameter | Imperial | Metric |
|---|---|---|
| Primary Bevel Angle (A1) | 37.5°, 30°, 25° (closest to I.D.) | — |
| Secondary Bevel Angle (A2) | 10°, 15° (closest to O.D.) | — |
| Root Face (R) | 0.062″ to 0.125″ | 1.5mm to 3mm |
| Root Opening (O) | 0.062″ to 0.125″ | 1.5mm to 3mm |
| Dimension to A2 (H) | 0.75″ | 19mm |
Custom Compound V-Bevel:
Esco Tool can customize any compound bevel based on specific application requirements, welding equipment specifications, and material thickness.
Typical Applications:
- Heavy-wall pipe (Schedule 160, XXS, and above)
- High-pressure piping systems
- Thick-wall process vessels
- Power plant main steam lines
- Offshore platform piping
Advantages:
- Reduces filler material volume compared to a straight bevel
- Maintains adequate access for welding equipment
- Better stress distribution in thick-wall applications
- Allows multi-pass welding with controlled heat input
Machining Requirements:
- Requires Esco Tool beveling equipment capable of creating two distinct angles
- More complex setup than standard bevels
- Longer machining time than simple V-bevel (typically because of the thicker wall thickness)
- Precision equipment is needed to maintain the angle transition point.
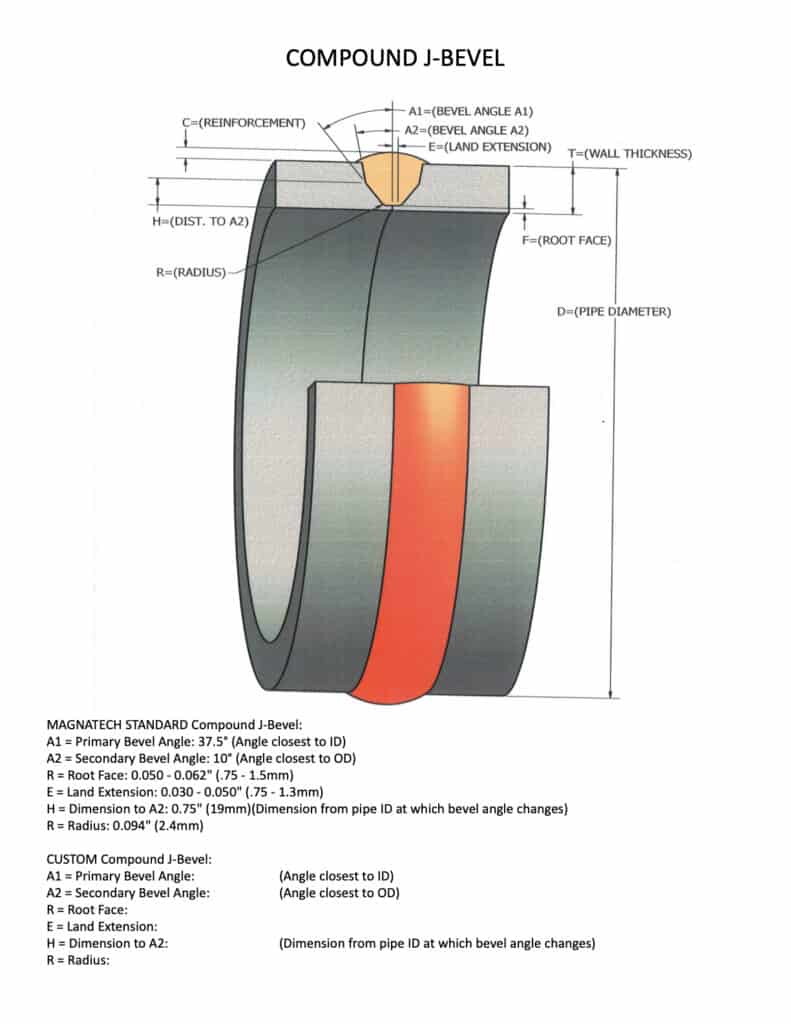
Compound J-Bevel
Compound J-bevels combine the benefits of J-prep geometry with the filler-material savings of compound bevels, making them ideal for thick-wall pipe in automated welding applications.
Magnatech Standard Compound J-Bevel
H = height from pipe I.D. to where the bevel angle changes.
| Parameter | Imperial | Metric |
|---|---|---|
| Primary Bevel Angle (A1) | 37.5°, 30°, 25° (closest to I.D.) | — |
| Secondary Bevel Angle (A2) | 10°, 15° (closest to O.D.) | — |
| Root Face (R) | 0.050″ to 0.062″ | 1.3mm to 1.6mm |
| Land Extension (E) | 0.030″ to 0.050″ | 0.8mm to 1.3mm |
| Dimension to A2 (H) | 0.75″ | 19mm |
| Radius (R) | 3/16″ to 3/32″ (0.1875″–0.094″) | 4.7mm to 2.4mm |
Custom Compound J-Bevel:
Esco Tool can customize any compound j-bevel based on specific application requirements, welding equipment specifications, and material thickness.
Typical Applications:
- Automated welding on heavy-wall pipe
- High-production orbital welding systems
- Critical infrastructure with strict weld requirements
- Nuclear reactor piping
- Subsea pipeline systems
Advantages:
- Combines narrow-gap benefits with compound angle efficiency
- Minimizes filler material in thick-wall applications
- Optimized for automated welding equipment
- Superior weld quality and consistency
- Reduced welding time and cost
Industry Standards and Specifications
ASME B16.25: Butt Welding Ends
Provides comprehensive guidelines for preparing butt ends of pipes, including:
- Standard bevel angles and tolerances
- Dimensions for various pipe sizes
- Material-specific requirements
- Quality acceptance criteria
Key ASME Requirements:
- Standard bevel angle: 37.5° ± 2.5°
- Root face: 1/16″ ± 1/32″ for most applications
- Concentricity and alignment tolerances
- Surface finish requirements
API 1104: Pipeline Welding
Outlines requirements for welding pipelines and related facilities:
- Pipe preparation specifications
- Bevel angle standards (typically 30° for API)
- Root face and joint dimension requirements
- Quality control and testing procedures
AWS D10.12: Pipe and Tube Welding
American Welding Society standard covering:
- Preparation of pipes and fittings for welding
- Bevel angle specifications for different joints
- Root face and land width requirements
- Material-specific guidelines
ISO and EN Standards
European and international standards provide additional specifications for global projects and comply with regional requirements.
Bevel Geometry Critical Dimensions
Understanding and controlling these dimensions is essential for weld quality:
Bevel Angle (A)
The angle between the beveled surface and a line perpendicular to the pipe axis. Common angles:
- 30° – API standard, narrow gap applications
- 37.5° – ASME standard, most common
- 45° – Wider access, rarely used for pipe
Root Face (R)
The straight, unbeveled portion at the base of the bevel:
- Provides a foundation for root pass welding
- Prevents burn-through on thin materials
- Typically 1/16″ to 1/8″ (1.5mm to 3mm)
- Must be consistent around the pipe circumference
Root Opening (O)
The gap between the two pipe ends being joined:
- Allows weld penetration to the pipe’s inside surface
- Controls heat input and fusion
- Too narrow: incomplete penetration
- Too wide: excessive filler needed, potential burn-through
Land Extension (E)
Additional material beyond the root face (J-preps):
- Improves root pass accessibility
- Typical range: 0.030″ to 0.050″
- Brings root forward for welder/machine access
Radius (R)
The curved transition in J-prep bevels:
- Creates a smooth path for automated welding
- Allows the electrode to climb the sidewall easily
- Prevents stress concentration points
- Typical range: 0.094″ to 0.187″
Dimension to A2 (H)
Height from I.D. where bevel angle changes (compound bevels):
- Critical for maintaining proper weld joint volume
- Affects filler material quantity
- Must be precisely controlled
- Standard: 0.75″ (19mm) but varies with wall thickness
Counterboring and Back Beveling
Counterboring (Inside Diameter Machining)
Counterboring involves lightly machining the inside of the pipe to ensure uniform land width around the entire pipe circumference.
Benefits:
- Ensures consistent root face dimension
- Compensates for out-of-roundness in the pipe
- Improves fit-up between pipe sections
- Reduces high-low condition at joints
- Provides full penetration at the root pass.
Applications:
- Precision welding requirements
- Orbital and automated welding
- Food and pharmaceutical piping (sanitary applications)
- High-purity gas systems
Back Beveling
Creating a secondary bevel on the opposite side of the primary bevel (typically on pipe ID).
Benefits:
- Provides access for root pass from inside
- Enables double-sided welding when accessible
- Improves weld penetration and fusion
- Used in critical applications requiring 100% joint integrity
Applications:
- Reactor systems and pressure vessels
- Nuclear piping where inspection access exists
- Double-wall pipe systems
- Critical infrastructure requiring maximum strength
Weld Preparation Methods
Machine Beveling (Cold Cutting)
The industry standard for precision weld preparation is the use of Esco Tool Millhog and Cohog split-frame clamshell powered beveling machines to cut metal without sparks.
Types of Machines:
I.D. Clamping Bevelers:
- Clamp inside the pipe for rigid support
- Ideal for boiler tubes and constrained spaces
- Range: 0.5″ to 36″ O.D.
- Create chatter-free, precision bevels
- Available in pneumatic, electric, and battery power
O.D. Clamping Split-Frame Machines:
- Mount on the outside diameter of the pipe
- Handle large diameter pipe (4″ to 24″+)
- Can cut, bevel, and bore simultaneously
- Ideal for field installation and maintenance
Advantages of Machine Beveling:
- Precision tolerances (±0.5° angle accuracy)
- No heat-affected zone (HAZ)
- Consistent, repeatable results
- Fast cycle times in production
- Suitable for all pipe materials and alloys
- Can create complex geometries (J-prep, compound, etc.)
Manual Grinding
Using hand grinders to create bevels:
Advantages:
- Low equipment cost
- Portable and flexible
- Can access unusual configurations
Disadvantages:
- Inconsistent bevel quality
- Time-consuming process
- Difficult to maintain precise angles
- Safety concerns (sparks, noise, vibration)
- Operator skill-dependent
- Not suitable for precision welding requirements
Flame Cutting and Plasma
Using thermal processes to remove material:
Advantages:
- Fast material removal
- Can handle very thick walls
- Portable equipment
Disadvantages:
- Creates a heat-affected zone requiring post-processing
- Less precise than machine beveling
- Rough surface finish
- Not suitable for orbital welding
- May alter material properties near the end of pipe
Bevel Inspection and Quality Control
Proper measurement and inspection ensure that bevel quality meets specifications:
Inspection Tools
Off-the-Shelf Tools:
- Vernier calipers – measure land thickness
- Micrometer dial gauges – measure bevel offset and depth
- Radius gauges – verify bevel radius
- Adjustable angle protractors – check bevel angles
- Digital inspection tools – record measurements electronically
Custom Bevel Measurement Tools:
- All-in-one devices measuring multiple parameters
- Cover range of pipe sizes (typically 5″ to 18″)
- Provide land thickness, depth, and angle data
- More expensive but faster and more consistent
- Essential for high-production applications
Critical Inspection Points
- Bevel Angle Accuracy: Must meet specification ±2.5° tolerance
- Root Face Uniformity: Consistent dimension around circumference
- Surface Finish: Free from gouges, tears, or irregularities
- Concentricity: Bevel centered on pipe axis
- Edge Preparation: No burrs, slag, or contaminants
- Out-of-Roundness: Within acceptable limits for pipe size
Quality Acceptance Criteria
- Angle tolerance: Typically ±2.5° from specified angle
- Root face variation: Maximum 1/32″ variation around circumference
- Surface roughness: Ra value per welding procedure specification
- Edge condition: Sharp, clean, free from defects
- Cleanliness: Free from oil, grease, paint, rust, scale
Application-Specific Weld Prep Requirements
Boiler Tube Applications
Challenges:
- Restricted access between waterwall tubes (2.5″ typical spacing)
- Need to remove the membrane between the tubes
- Various tube materials (carbon steel, chrome alloys)
- Must accommodate tube panels and single tube replacement
Requirements:
- Narrow-profile beveling equipment (1.5″ to 2.25″ width)
- Membrane removal capability
- Precision bevels for fit-up in tight spaces
- Ability to handle overlay and cladding removal
Typical Prep:
- 30° to 37.5° plain bevel for manual welding
- Membrane removal before welding
- Root face 1/16″ to 1/8″
Process Piping (Chemical, Petrochemical, Refining)
Challenges:
- Wide range of materials (carbon steel, stainless steel, inconel 600 & 625, P91, T11, P11, T91, and other exotic alloys)
- Various wall thicknesses and schedules
- In-place modification and repair
- Tight project schedules
Requirements:
- Versatile beveling equipment for different sizes
- Capability for difficult materials (super duplex, P-91, high chrome)
- J-prep capability for orbital welding
- Split-frame machines for large diameter work
Typical Prep:
- Small bore (<4″): 37.5° V-bevel or J-prep
- Large bore (>4″): Compound bevel or J-prep
- Exotic materials: Machine quality prep required
Pipeline Construction
Challenges:
- High production rates (hundreds of welds per day)
- Field conditions and weather exposure
- Long-distance consistency requirements
- Strict quality and inspection standards
Requirements:
- Fast, consistent beveling processes
- Equipment suitable for outdoor use
- Bevel inspection and quality control
- Typically standardized prep for the entire project
Typical Prep:
- 37.5° and 30° API standard bevel
- Root face 1/16″ ± 1/32″
- Root opening 1/16″ to 1/8″
- Automated beveling equipment for production
Power Generation (Main Steam, Feedwater Lines)
Challenges:
- Thick-wall, large-diameter pipe
- High-temperature, high-pressure service
- Critical weld quality requirements
- Difficult materials (T91, T11, P11, P-91, inconel 625 & 600, stainless steel (304(L), 316(L), 347), and chrome-moly alloys)
Requirements:
- Heavy-duty beveling equipment
- Compound bevel capability
- Precision tolerances for orbital welding
- Non-destructive testing compatibility
Typical Prep:
- Compound bevel for heavy wall (>1″ WT)
- J-prep or compound J-prep for orbital welding
- Tight tolerances (±1° angle, ±0.010″ root face)
Best Practices for Weld Preparation
Planning and Specification
- Review the welding procedure specification (WPS) before beveling
- Verify bevel requirements match project standards (ASME, API, AWS)
- Select appropriate equipment for the application, pipe size, material, and location
- Plan for inspection and quality control checkpoints
- Coordinate with the welding team on fit-up and joint requirements
Equipment Selection
- Match equipment to pipe size range – avoid oversized or undersized tools
- Consider material type – difficult alloys need robust equipment
- Evaluate access constraints – boiler tubes need narrow tools
- Assess production volume – high production benefits from automation
- Factor in power availability – pneumatic, electric, battery, or hydraulic
Machining Process
- Ensure the pipe is properly supported and won’t move during machining
- Clean the pipe ends of dirt, scale, and contaminants before beveling
- Use sharp, appropriate cutting tools for the material being machined
- Monitor cutting speed and feed rate to avoid chatter or tool damage
- Check dimensions frequently during the machining process
- Maintain equipment properly – dull tools produce poor results
Post-Beveling Procedures
- Inspect the bevel immediately after machining while accessible
- Clean the bevel surfaces of cutting fluids and debris
- Protect beveled edges from damage during handling and storage
- Mark or identify prepared pipe ends for traceability
- Store properly to prevent contamination before welding
Common Weld Prep Problems and Solutions
Inconsistent Bevel Angle Around Circumference
Cause:
- Poor equipment clamping or alignment
- Out-of-round pipe
- Worn or damaged tooling
- Improper setup or operator error
Solution:
- Use Esco Tool Millhog and Cohog precision beveling equipment with rigid clamping
- Verify pipe roundness before machining
- Replace worn components and cutting tools
- Provide proper operator training
Excessive Chatter or Vibration
Cause:
- Insufficient clamping force
- Dull or damaged cutting tools
- Excessive cutting speed or depth
- Machine not properly secured to the pipe
Solution:
- Increase clamping force within equipment limits
- Use sharp, appropriate cutting tools
- Reduce cutting speed and feed rate
- Ensure rigid machine mounting
Inconsistent Root Face Width
Cause:
- Pipe out-of-roundness
- Improper tool setup
- Cutting tool wear during operation
- Pipe wall thickness variation
Solution:
- Consider counterboring for uniform land
- Verify setup dimensions before starting
- Monitor tool condition and replace as needed
- Measure wall thickness and adjust the setup
Poor Surface Finish
Cause:
- Dull cutting tools
- Incorrect cutting speed
- Inadequate cutting fluid (if used)
- Built-up edge on the cutting tool
Solution:
- Replace cutting tools regularly
- Optimize cutting parameters for the material
- Use appropriate cutting fluid for the material type
- Clean or replace tools showing built-up edge
Choosing the Right Weld Prep Equipment
Selecting appropriate beveling equipment depends on several factors:
Pipe Size Range
- Small diameter (0.5″ to 3″ O.D.): Narrow-body I.D. clamping bevelers
- Medium diameter (3″ to 8″ O.D.): Standard I.D. clamping bevelers
- Large diameter (4″ to 20″+ O.D.): O.D. clamping split-frame machines
- Extra-large diameter (20″ to 60″+ O.D.): Heavy-duty split-frame equipment
Application Type
- Boiler tubes: Narrow profile I.D. bevelers (1.5″ to 2.25″ width)
- Process piping: Versatile I.D. clamping tools
- Pipeline construction: Production-oriented beveling equipment
- Field maintenance: Portable tools with multiple power options
- Shop fabrication: High-capacity machines for volume work
Material Considerations
- Carbon steel: Standard equipment with appropriate cutting tools
- Stainless steel: Tools with adequate power and proper speeds/feeds
- High alloys (super duplex, inconel 625 & 600, stainless steel (304(L), 316(L), 347, P11, P-91, T11, T91): Heavy-duty equipment with high torque
- Chrome and exotic alloys: Precision equipment with rigid construction
Bevel Type Required
- Standard V-bevel: Most beveling equipment
- J-prep: Specialized tooling and precision equipment
- Compound bevel: Machines capable of multiple angle changes
- Counterboring: I.D. boring capability
Power Source Availability
- Pneumatic: Portable, high power, requires an air compressor
- Electric: Consistent power, requires an electrical supply
- Battery: Maximum portability, limited run time
- Hydraulic: Highest torque, specialized applications
Expert Weld Preparation from Esco Tool
Since 1954, Esco Tool has been the industry leader in pipe and tube weld preparation equipment. Our MILLHOG® line of beveling machines delivers the precision, power, and reliability demanded by the world’s most challenging fabrication projects.
Our Weld Prep Solutions
MILLHOG® Beveling Machines:
- I.D. clamping bevelers from 0.5″ to 36″ O.D.
- Precision beveling for all standard and custom bevel types
- V-bevel, J-prep, compound bevel, and compound J-prep capability
- EscoLock blade system for chatter-free performance
- Available in pneumatic, electric, and battery power
COHOG® Split-Frame Machines:
- Large diameter pipe cutting and beveling (4″ to 24″+)
- Simultaneous cut, bevel, and bore operations
- Precision indexable tooling system
- Custom bevel angles including 30°, 37.5°, and compound configurations
Specialized Weld Prep Tools:
- Counterboring and I.D. boring equipment
- Membrane removal for boiler tube applications
- Overlay and cladding removal capability
- Fin removal tools for finned tubes
Why Choose Esco Tool for Weld Preparation
Precision Engineering:
- Machine-quality bevels meeting ±0.5° tolerance
- Consistent results for orbital and automated welding
- Rigid clamping systems eliminate chatter
- Dual opposed tapered roller bearings along drive shaft for durability
Proven Performance:
- Trusted since the Trident Nuclear Submarine project
- Used in power plants, refineries, and pipelines worldwide
- Handles difficult materials: inconel 625 & 600, stainless steel 304(L), 316(L), 347), super duplex, P11, P-91, T11, T91, copper nickel, and high chrome alloys
- Heat-treated components for long service life
Complete Solutions:
- Full range of equipment for any pipe size or application
- Custom tooling for specialized bevel requirements
- Rental fleet with 24-hour shipment availability
- Technical support and application engineering
Industry Expertise:
- 70+ years of weld preparation experience
- Understanding of ASME, API, AWS, and ISO standards
- Knowledge of orbital welding requirements
- Field-proven equipment in demanding applications
Contact Our Weld Prep Experts
Whether you’re preparing boiler tubes, fabricating process piping, or installing pipeline systems, proper weld preparation is critical to your success. Our team can help you select the right equipment and develop efficient procedures for your specific application.
Get Expert Guidance:
- Application engineering support
- Equipment recommendations for your pipe size and material
- Custom bevel specifications and tooling
- Training on proper weld prep techniques
Ready to Improve Your Weld Quality?
Contact Esco Tool at (800) 343-6926 or visit escotool.com to discuss your weld preparation requirements.
Need Equipment Now?
Our rental program includes complete beveling machine kits, tested and ready to ship within 24 hours. All rental equipment is disassembled, cleaned, reassembled, and tested after every job to ensure peak performance on your project.
Additional Resources:
https://www.pittsburghpipe.com/what-are-the-different-types-of-beveling
https://www.wermac.org/pipes/pipe_beveling.html
Related Content


